
- English
- 简体中文
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी

Laboratoriya Dəyərlərini Anlamaq: Rəngi Oxumağın Əsl Yolu — Mühəndislik Plastiklərində Rəng Fərqinə Nəzarət üçün Üç Əsas Parametr
"Kolorimetr hesabatında ΔE 2.1 məqbuldur, yoxsa yox?"
"Müştəri deyir ki, Laboratoriya dəyərləri söndürülüb, lakin rənglər mənə demək olar ki, eyni görünür."
Bunlar texniki komandamızın hər gün eşitdiyi suallardır. Mühəndislik plastikləri sənayesində rəng fərqi artıq yalnız çılpaq gözlə qiymətləndirilmir. İstər avtomobilin daxili hissələri, istər 3C elektron korpusları, istərsə də sənaye struktur komponentləri olsun, müştərilər demək olar ki, həmişə Rəng Fərqinin Qəbul Standartını açıq şəkildə ifadə edirlər: ΔE ≤ 0,5, L, a, b dəyərləri müəyyən edilmiş toleranslar daxilində.
Beləliklə, L, a və b nədir? Və niyə onlar vizual yoxlamadan daha etibarlıdırlar? Bu gün biz bu üç parametri mühəndislik plastiklərinin istehsalı dilində izah edəcəyik.

I. Rəngin “Koordinat Sistemi”: Laboratoriyanın Rəng Məkanı
Təsəvvür edin ki, xəritədə yeri müəyyən etmək üçün sizə uzunluq, enlik və yüksəklik lazımdır. Laboratoriya rəng məkanı rəng üçün “üç ölçülü koordinat sistemidir”.
1976-cı ildə Beynəlxalq İşıqlandırma Komissiyası (CIE) tərəfindən yaradılmış, rəng ölçülməsi üçün qlobal qızıl standart olaraq qalır. İstənilən rəng bu üçölçülü məkanda bir sıra koordinatlar (L, a, b) ilə unikal şəkildə yerləşdirilə bilər.
• L dəyəri (Yüngüllük) : 0-dan 100-ə qədər dəyişir. L=100 saf ağ, L=0 saf qaradır. Mühəndislik plastiklərində bozumtul görünən qara hissə və ya sarımtıl rəngə çevrilən ağ hissə əslində L dəyərindəki dəyişiklikdir.
• dəyər (Qırmızı-Yaşıl rəng) : Müsbət dəyərlər qırmızı, mənfi dəyərlər yaşıl rəngi göstərir. Parlaq qırmızı olması lazım olan alov gecikdirən ABS "tutqun kərpic qırmızıya" çevrildikdə, a dəyəri çox güman ki, problemdir.
• b dəyəri (Sarı-Göy rəng) : Müsbət dəyərlər sarı, mənfi qiymətlər mavi rəngi göstərir. b dəyəri ən "həssas" parametrdir - PBT, PC və neylon kimi materiallar yüksək temperaturda emal zamanı saralmağa meyllidir. b dəyəri müsbət dəyişdikdə, hissə görünən şəkildə "sarı olur".
II. Üç Rəqəm, Üç Ümumi “Rəng Fərqinin Simptomları”
İstehsal zəminində biz laboratoriya qiymətlərindəki dəyişikliklər vasitəsilə kök səbəbləri tez bir zamanda diaqnoz edirik:
1. L dəyərində böyük sapma – Materialın vəziyyətini və qəlibləmə prosesini yoxlamağa üstünlük verin.
• Yüksək L dəyəri (çox ağ/solğun): Ola bilsin ki, aşağı qəlib temperaturu və ya rəng masterbatchində kifayət qədər titan dioksid yoxdur.
• Aşağı L dəyəri (çox qaranlıq): Ola bilsin materialın deqradasiyası (həddindən artıq yüksək temperatura məruz qalma) və ya qəlibin zəif havalandırılması.
2. Dəyərdə böyük sapma – Materialın tərkibinin yoxlanılmasına üstünlük verin.
• Qiymətdə müsbət yerdəyişmə (qırmızımtıl): Alova gecikdirici materiallarda tez-tez olur, burada alov gecikdirici yüksək temperaturda parçalanır və rəngləndirici rəngin pozulmasına səbəb olur.
3. b dəyərində böyük sapma – Qurutma şəraitinin və inyeksiya temperaturunun yoxlanılmasına üstünlük verin.
• b dəyərində müsbət sürüşmə (sarımtıl): Ən çox görülən səbəb həddindən artıq quruma və ya həddindən artıq ərimə temperaturudur. Neylon materiallar xüsusilə həssasdır - 0,5 b-dəyəri sürüşməsi çılpaq gözlə görünən şəkildə "sarımtıl" görünür.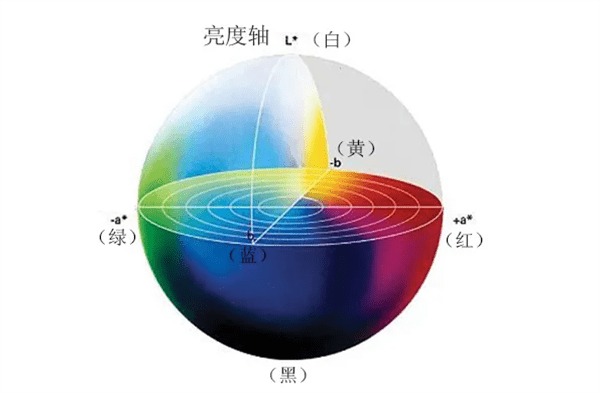
III. ΔE nədir? Niyə Tək ΔE-yə güvənə bilmirik?
ΔE L, a və b ölçüləri üzrə birləşdirilmiş sapmadır, aşağıdakı kimi hesablanır:
ΔE = √[(ΔL)² + (Δa)² + (Δb)²]
O, "ümumi rəng fərqini" ümumiləşdirmək üçün tək bir nömrədən istifadə edir və tez qərar verməyi asanlaşdırır. Bununla belə, problem budur: Eyni ΔE çox fərqli rəng sapmalarını təmsil edə bilər.
Məsələn:
• A vəziyyəti: ΔL=1.0, Δa=0, Δb=0 → ΔE=1.0 (bir qədər çox ağ)
• B halı: ΔL=0,6, Δa=0,6, Δb=0,6 → ΔE≈1,04 (hər üç istiqamətdə kənarlaşmalar)
Hər ikisində təxminən eyni ΔE var, lakin B işi daha “mürəkkəbdir” və çılpaq gözlə daha “palçıqlı” görünə bilər. Buna görə peşəkar rəng fərqinə nəzarət həm ΔE, həm də fərdi dözümlülükləri nəzərə almalıdır. Avtomobilin daxili hissələri üçün ümumi standart: ΔE < 1.0, |ΔL| ilə < 0,5, |Δa| < 0,5, |Δb| < 0,5.
IV. Rəng Fərqi Haradan Gəlir? Dörd Ümumi Mənbə
Müştərilərə xidmət göstərən illərin təcrübəsinə əsaslanaraq, rəng fərqinin əsas mənbələri dörd kateqoriyaya bölünür:
1. Material partiyasının dəyişməsi – Mühəndislik plastiklərinin müxtəlif partiyalarının əsas rəngində cüzi fərqlər ola bilər. Hətta eyni sinif üçün, POM üçün partiyadan partiyaya b-dəyərinin 0,3-0,5 dəyişməsi qeyri-adi deyil.
2. Nəzarətdən kənar qurutma prosesi – Neylon, PET və PC kimi materiallar nəmə həssasdır. Az qurutma və ya həddindən artıq qurutma sararmağa səbəb ola bilər. Bir halda, operator qurutma temperaturunu 80°C-dən 100°C-ə qədər artıraraq b-dəyərinin 1.2-dən 2.8-ə sıçramasına səbəb oldu və bütün partiyanı qırdı.
3. Enjeksiyon qəlibləmə prosesinin sürüşməsi – Arxa təzyiqdə, vida sürətində, enjeksiyon sürətində, saxlama təzyiqində, qəlib temperaturunda və s.-də kiçik dəyişikliklər ərimə axını və kristallaşma davranışını dəyişdirərək rəngin görünüşünə təsir edə bilər. Şüşə liflə gücləndirilmiş materiallar xüsusilə həssasdır.
4. Ölçmə mühiti fərqləri – Müxtəlif kolorimetrlər, işıq mənbələri, ölçmə diapazonları və hətta operator tərəfindən tətbiq olunan təzyiq oxunuşlara təsir edə bilər. Müştərilər və təchizatçılar vahid ölçmə standartı (məsələn, D65 işıqlandırıcı, 10° müşahidə bucağı) üzrə razılığa gəlməlidirlər.
V. Nəticə: Rəng idarə oluna bilər
Mühəndislik plastiklərində rəng artıq sirr deyil. L, a və b rəqəmləri subyektiv “rəngin səhv olduğunu düşünürəm” hissini “L dəyəri tolerantlığı 0,6, b dəyəri 0,8 dəfə aşır” obyektiv faktına çevirir. Rəng fərqinin dörd mənbəyini başa düşmək problemlərin yaranmasından əvvəl qarşısını almağa kömək edir.
Sorğu göndərin



X
Biz sizə daha yaxşı baxış təcrübəsi təklif etmək, sayt trafikini təhlil etmək və məzmunu fərdiləşdirmək üçün kukilərdən istifadə edirik. Bu saytdan istifadə etməklə siz kukilərdən istifadəmizlə razılaşırsınız.
Məxfilik Siyasəti